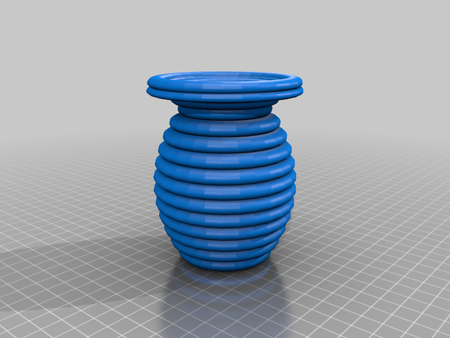
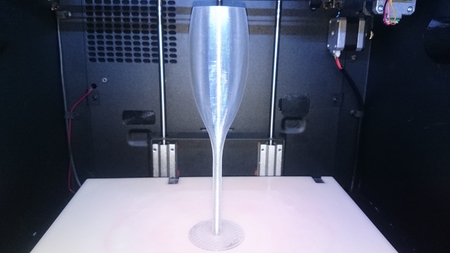
Printing glass on ultimaker 3D for print


2343 Views 1 Likes 0 Downloads Download the piece here from 3dforprint
This is only the very first test...
more on: www.facebook.com/europerminutedesign www.rooiejoris.nl
Print with very very high extruder speed and with a big [0.8mm] nozzle. in sf46 the most important settings are: layer thickness: 1.1mm w/h ratio: 2.1 feed rate: 45 flow rate: 1250 [ in reality 2x, i did put my stepper driver not on micro stepping, but less steps a round, so it moves twice as fast as 'normal'] the extruder wheel is really spinning like crazy...! temp: 240 deg
UPDATE:
material is PLA
higher temp for more liquid PLA [be careful if your nozzle holder is not PEEK]
flow/feedrate depends also on your firmware i think in sf<40 i did 'normal' 0.8mm prints with more or less flowrate = 1.5*feedrate, with my first experiments with sf>40 i got very high values, maybe because my firmware still thinks it is using sf<40 [i am not so good in software...]
microstepping off, only for extruder, that is the one who needs high speed [on the ultimaker due to gears]
0.8 nozzle was original nozzle drilled with 0.8mm drill, but also an ordinary closed bold [?!] could work
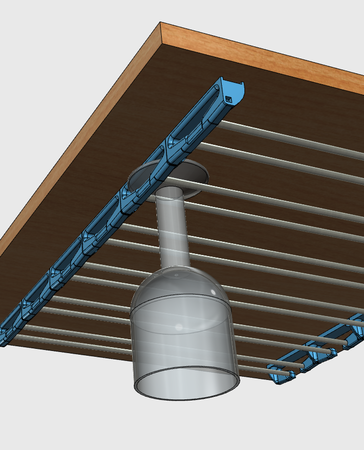
z-adjustments by hand did the control between smooth and irregular, higher z, more irregularity.
Designer
Joris3d model description
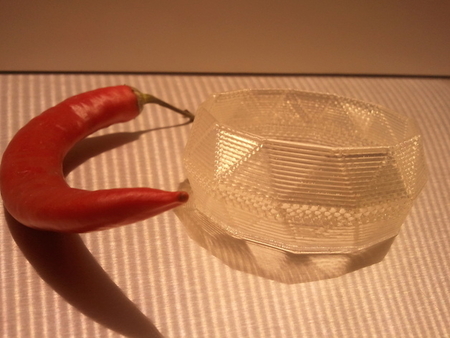
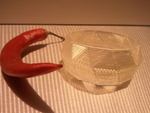
Originally posted on Thingiverse.com: Jan 9, 2012 - Ah well... not really glass... not real diamonds, but it has a diamond look... sort of Swarovski-s...tyle... More or less by accident, but i am surprised how good you can control the irregularity so it gets regular again.This is only the very first test...
more on: www.facebook.com/europerminutedesign www.rooiejoris.nl
Print with very very high extruder speed and with a big [0.8mm] nozzle. in sf46 the most important settings are: layer thickness: 1.1mm w/h ratio: 2.1 feed rate: 45 flow rate: 1250 [ in reality 2x, i did put my stepper driver not on micro stepping, but less steps a round, so it moves twice as fast as 'normal'] the extruder wheel is really spinning like crazy...! temp: 240 deg
UPDATE:
material is PLA
higher temp for more liquid PLA [be careful if your nozzle holder is not PEEK]
flow/feedrate depends also on your firmware i think in sf<40 i did 'normal' 0.8mm prints with more or less flowrate = 1.5*feedrate, with my first experiments with sf>40 i got very high values, maybe because my firmware still thinks it is using sf<40 [i am not so good in software...]
microstepping off, only for extruder, that is the one who needs high speed [on the ultimaker due to gears]
0.8 nozzle was original nozzle drilled with 0.8mm drill, but also an ordinary closed bold [?!] could work
z-adjustments by hand did the control between smooth and irregular, higher z, more irregularity.