四声口哨 2 版 3D打印



























2152 视图 1 喜欢 0 下载 下载
Four Whistles 版本 2 是我第一次尝试设计“卡利欧珀”(好吧,有点像卡利欧珀),利...用我从原始 Four Whistles 模型(https://www.youmagine.com/designs/four-whistles)中获得的原始知识。我不是音乐家,而且“听力有点差”,虽然听起来可能不像,但这个模型试图用气球为哨子提供动力,用手摇曲柄为圆柱形音序器提供动力,演奏“玛丽有只小羊羔”。
为了演奏“玛丽有只小羊羔”,我在这个模型的设计中加入了四个哨子,每个哨子由四个气阀中的一个控制。每个气阀都由一个旋转的圆柱体控制,圆柱体包含 2.5 毫米的小“凸块”,可以按正确的顺序激活阀门(“圆柱体音序器”)。为了最大限度地减少空气损失并最大限度地延长游戏时间,我设计了具有 3 度预紧力的阀门,使用带有扭力杆的几乎密封的膜设计了阀门“轴”,并作为防止漏气的最后一道防线,使用透明硅填缝剂密封阀体组件(见下文)。填缝剂不是必需的,但将有助于显著提高模型的性能。
为了完成这个模型,您需要购买一个“打孔气球”、一卷 0.7 毫米厚的橡胶电工胶带(您只需要 3 英寸左右,我使用了 Scotch 2242)、一瓶“厚”氰基丙烯酸酯胶水和一小管透明硅胶或丙烯酸填缝剂。我还使用了剪刀、单斜角剃须刀片、造型刀、针锉套装、小滑钳、珠宝螺丝刀套装、橡胶锤和虎钳进行组装。
和往常一样,我可能忘记了一两个文件,或者谁知道还有什么,所以如果您有任何问题,请随时提问,因为我确实会犯很多错误。
使用 Autodesk Fusion 360 设计,使用 Cura 2.3.1 切片,并在 Ultimaker 2+ Extended 和 Ultimaker 3 Extended 上使用 PLA 打印。
如前所述,您需要购买至少一个“打孔气球”、一卷 0.7 毫米厚的橡胶电工胶带(我�...�用了 Scotch 2242)、一瓶“厚”氰基丙烯酸酯胶和透明硅胶填缝剂来完成此模型。所有这些物品都可以在网上、派对用品商店(打孔气球)、五金店(橡胶电工胶带、硅胶填缝剂和厚氰基丙烯酸酯胶)和业余爱好商店(厚氰基丙烯酸酯胶)买到。
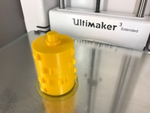
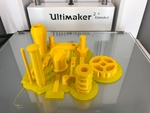
这是一个具有挑战性的打印和构建过程,因此需要干净且平整的构建板(以消除翘曲)以及修整、锉平和/或打磨(以去除边缘渗出)。组装前,对所有零件进行测试安装和修整、锉平、打磨等,以确保移动表面平稳移动,非移动表面紧密贴合。根据您选择的颜色和打印机设置,可能需要或多或少地进行修整、锉平和/或打磨。小心地锉平与打印板接触的所有边缘,以确保打印板的所有“渗出物”都被清除,并且所有边缘都光滑。我使用扁平的珠宝锉刀并有足够的耐心来完成这一步。为了尽量减少锉平,可以使用切片机“边缘”或“筏”进行打印。此外,在打印较高、较窄的底座部件(“Pipes.stl”、“Axle Arm Cylinder.stl”、“Knob.stl”和“Axle Knob.stl”)时,我使用了切片机边缘选项以提供额外的稳定性(包括使用边缘选项打印的大多数黄色部件的照片)。
我使用 Ultimaker 2+ Extended 和 Ultimaker 3 Extended 打印了所有部件,垂直分辨率为 0.1 毫米,填充率为 100%,初始层高为 0.1 毫米(有关此设置的更多信息见下文),其余部件的垂直分辨率为 0.1 毫米,填充率为 50%,初始层高为 0.27 毫米。此外,我打印了带支撑的“Base.stl”和“Valve Body.stl”,因为带支撑的清理工作比不带支撑的清理工作少得多。
“Valve Plate.stl”包含控制通过哨子的气流所需的阀门。“Valve Plate.stl”是组成“阀箱组件”的四个组件(“Valve Plate.stl”、“Valve Body.stl”、“End Cap Balloon.stl”和“End Cap.stl”)之一。该组件需要尽可能密封,以最大限度地减少空气损失并最大限度地延长游戏时间。为了实现这一点,我设计了“Valve Plate.stl”,使用 0.3 毫米膜和 1 毫米扭力杆作为阀门“轴”,使阀臂能够以该“轴”为轴旋转阀门,几乎不会出现空气损失。要成功打印“Valve Plate.stl”,需要以 100% 填充率打印,层高为 0.1 毫米,初始层高为 0.1 毫米(初始层高为 0.1 毫米,后续层高为 0.1 毫米,3D 打印机将膜打印成 3 个层,总厚度为 0.3 毫米,足以形成气密膜)。我的打印机默认初始层高为 0.26 毫米和 0.27 毫米,因此我必须手动将此设置调整为 0.1 毫米才能打印此部件。
研究“Assembly.stl”,Autodesk Fusion 360 的 CAD 输出和照片,仔细记录组装过程中各个组件的位置和位置。
2) 组装阀板。
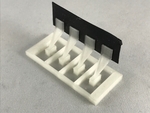
首先,将 0.7 毫米厚的橡胶电工胶带切割成 76.2 毫米(3 英寸)长条,然后小心地将其放置在“Valve Plate.stl”阀表面上,如图所示。该胶带将成为阀垫圈。
接下来,我使用单斜角安全剃须刀片将多余的胶带从阀表面上切掉。首先,我将阀板如图所示放置,并将胶带靠在切割表面上。接下来,我小心地将刀片的平面靠在我想要修剪掉的阀表面的边缘上,然后将其直接压入切割表面。我推荐这种“断头台”方法,而不是“切片/拖拽”方法,因为它不会在切割过程中将胶带从阀表面上拉下来。完成所有切割后,我小心地取下多余的胶带。如果切割不完整,请再次切割,不要试图“拉”切口,因为胶带会拉伸和/或从阀表面拉开。
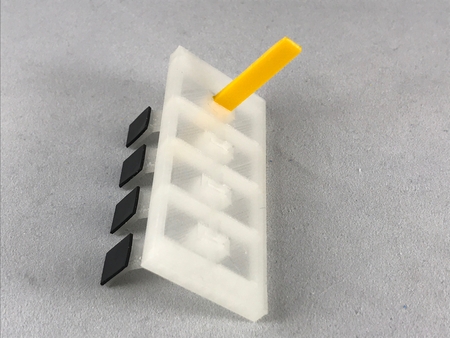
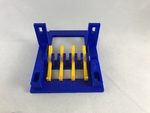
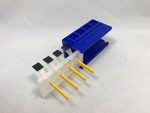
阀门垫圈完成后,将阀臂安装到阀板中。注意,每个阀臂的一端都有一个 3 度的向下弯角,长度为 4 毫米。此向下弯角被压入每个阀座,使得阀臂向下倾斜 3 度,如最终阀板组装照片所示。依次将每个臂完全压入其相关的阀座,直到安装完毕。最后,如最终阀板组装照片所示,所有阀臂必须向下倾斜 3 度,并且所有阀臂必须对齐。
当所有阀臂都正确定位和对齐后,在每个阀臂和阀座之间涂抹少量厚氰基丙烯酸酯胶,以将阀臂保持在正确位置。
这是阀板组件。
3) 组装阀箱。
小心地将阀板组件定位并对齐“Valve Body.stl”的槽口。对齐后,旋转阀臂以将阀垫圈从阀体内的阀表面提起,然后将阀板滑入阀体。
在阀板和阀体之间的接头上涂抹填缝剂(硅胶或丙烯酸)。
将填缝剂涂抹在“Endcap .stl”的槽口中,然后将其按压到阀体的左端。
将填缝剂涂抹在“Endcap Balloon.stl”的槽口中,然后将其按压到阀体的右端。
这是阀箱组件。
4) 组装底座。
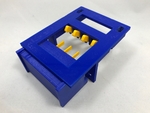
首先将一个“Arm Cylinder.stl”放入“Base.stl”中最左侧(照片中最右侧)的气缸臂位置,如图所示。 将“Axle Arm Cylinder.stl”滑入如图所示的位置。 测试以确保气缸臂在轴上自由旋转。当底座前后倾斜时,它应该可以轻松地前后摇动。
对其余三个“Arm Cylinder.stl”重复此过程,测试每个臂的移动自由度。
这是底座组件。
5) 将阀箱组件安装到底座组件中。
按照图示将底座倒置,然后将阀箱组件放入底座中的滑道中(将底座倒置可使气缸臂下降,以便在组装过程中为阀臂提供间隙)。
将阀箱完全向前滑入底座,直到四个销钉(每个端盖上两个)完全与底座中的四个孔接合。
将组件正面朝上,并注意阀门和气缸臂的对齐。
6) 组装气缸序列器。
要组装气缸序列器,首先将“Axle Knob.stl”放在“Knob.stl”中。 这是旋钮组件
将旋钮组件按入“Crank Arm.stl”。就位后,确保旋钮可在其轴上自由旋转。这是曲柄组件。
将“Gear Worm 5 Turn.stl”放入“Support Cylinder Left.stl”中。
将“Axle Gear Worm.stl”按入“Gear Worm.stl”的后端。测试以确保蜗轮自由旋转。
将曲柄组件按入“Gear Worm.stl”的前端。测试以确保组件自由旋转。这是支撑左组件。
将“Cylinder Notes Drive.stl”完全按入“Cylinder Notes MHALL.stl”。这是气缸组件。
按照图示将气缸组件滑入支撑左组件。
将“Worm Gear Driven for 5 Turn.stl”按入气缸组件的“Cylinder Notes Drive.stl”上。
将“Support Cylinder Right.stl”滑入气缸组件的剩余端。这是气缸序列器组件。
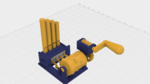
7) 连接气缸顺序器组件和管道。
将两个气缸支撑塔与底座上的两个孔对齐,然后完全按入到位。每个塔的底部必须与底座的底部齐平。
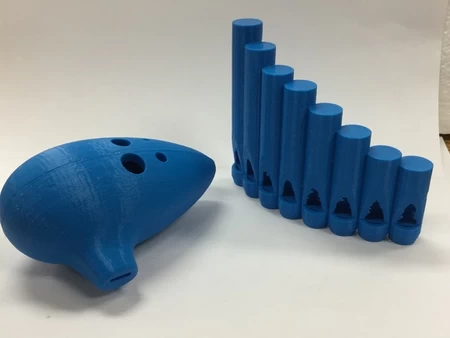
接下来,将管道按入阀体上的位置,如图所示。将管道按入到位时,抓住管道的下端(空气开口下方的一端),不要按压管道的顶部,否则它可能会在插入过程中断裂(嗯……,我不知道我是怎么想出来的?)。
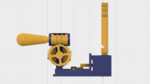
8) 连接气球和气球适配器。
将打孔气球放在“Adapter Balloon.stl”上,然后将此组件按入“Endcap Balloon.stl”中的插槽中。
要播放,请从端盖上取下气球适配器,并将其用作吹口来给气球充气。用拇指按住气球并向下按到适配器上以保持空气,然后将适配器按入端盖。顺时针转动手柄,音乐响起!在正确的启动速度下,在气球耗尽之前,我可以播放这首歌大约六次。
恭喜,你完成了!
希望你喜欢它!
设计师
Greg Zumwalt3D 模型描述
“卡利欧珀”风格的音乐盒。Four Whistles 版本 2 是我第一次尝试设计“卡利欧珀”(好吧,有点像卡利欧珀),利...用我从原始 Four Whistles 模型(https://www.youmagine.com/designs/four-whistles)中获得的原始知识。我不是音乐家,而且“听力有点差”,虽然听起来可能不像,但这个模型试图用气球为哨子提供动力,用手摇曲柄为圆柱形音序器提供动力,演奏“玛丽有只小羊羔”。
为了演奏“玛丽有只小羊羔”,我在这个模型的设计中加入了四个哨子,每个哨子由四个气阀中的一个控制。每个气阀都由一个旋转的圆柱体控制,圆柱体包含 2.5 毫米的小“凸块”,可以按正确的顺序激活阀门(“圆柱体音序器”)。为了最大限度地减少空气损失并最大限度地延长游戏时间,我设计了具有 3 度预紧力的阀门,使用带有扭力杆的几乎密封的膜设计了阀门“轴”,并作为防止漏气的最后一道防线,使用透明硅填缝剂密封阀体组件(见下文)。填缝剂不是必需的,但将有助于显著提高模型的性能。
为了完成这个模型,您需要购买一个“打孔气球”、一卷 0.7 毫米厚的橡胶电工胶带(您只需要 3 英寸左右,我使用了 Scotch 2242)、一瓶“厚”氰基丙烯酸酯胶水和一小管透明硅胶或丙烯酸填缝剂。我还使用了剪刀、单斜角剃须刀片、造型刀、针锉套装、小滑钳、珠宝螺丝刀套装、橡胶锤和虎钳进行组装。
和往常一样,我可能忘记了一两个文件,或者谁知道还有什么,所以如果您有任何问题,请随时提问,因为我确实会犯很多错误。
使用 Autodesk Fusion 360 设计,使用 Cura 2.3.1 切片,并在 Ultimaker 2+ Extended 和 Ultimaker 3 Extended 上使用 PLA 打印。
3D模型打印参数
1) 购买、打印和准备零件。如前所述,您需要购买至少一个“打孔气球”、一卷 0.7 毫米厚的橡胶电工胶带(我�...�用了 Scotch 2242)、一瓶“厚”氰基丙烯酸酯胶和透明硅胶填缝剂来完成此模型。所有这些物品都可以在网上、派对用品商店(打孔气球)、五金店(橡胶电工胶带、硅胶填缝剂和厚氰基丙烯酸酯胶)和业余爱好商店(厚氰基丙烯酸酯胶)买到。
这是一个具有挑战性的打印和构建过程,因此需要干净且平整的构建板(以消除翘曲)以及修整、锉平和/或打磨(以去除边缘渗出)。组装前,对所有零件进行测试安装和修整、锉平、打磨等,以确保移动表面平稳移动,非移动表面紧密贴合。根据您选择的颜色和打印机设置,可能需要或多或少地进行修整、锉平和/或打磨。小心地锉平与打印板接触的所有边缘,以确保打印板的所有“渗出物”都被清除,并且所有边缘都光滑。我使用扁平的珠宝锉刀并有足够的耐心来完成这一步。为了尽量减少锉平,可以使用切片机“边缘”或“筏”进行打印。此外,在打印较高、较窄的底座部件(“Pipes.stl”、“Axle Arm Cylinder.stl”、“Knob.stl”和“Axle Knob.stl”)时,我使用了切片机边缘选项以提供额外的稳定性(包括使用边缘选项打印的大多数黄色部件的照片)。
我使用 Ultimaker 2+ Extended 和 Ultimaker 3 Extended 打印了所有部件,垂直分辨率为 0.1 毫米,填充率为 100%,初始层高为 0.1 毫米(有关此设置的更多信息见下文),其余部件的垂直分辨率为 0.1 毫米,填充率为 50%,初始层高为 0.27 毫米。此外,我打印了带支撑的“Base.stl”和“Valve Body.stl”,因为带支撑的清理工作比不带支撑的清理工作少得多。
“Valve Plate.stl”包含控制通过哨子的气流所需的阀门。“Valve Plate.stl”是组成“阀箱组件”的四个组件(“Valve Plate.stl”、“Valve Body.stl”、“End Cap Balloon.stl”和“End Cap.stl”)之一。该组件需要尽可能密封,以最大限度地减少空气损失并最大限度地延长游戏时间。为了实现这一点,我设计了“Valve Plate.stl”,使用 0.3 毫米膜和 1 毫米扭力杆作为阀门“轴”,使阀臂能够以该“轴”为轴旋转阀门,几乎不会出现空气损失。要成功打印“Valve Plate.stl”,需要以 100% 填充率打印,层高为 0.1 毫米,初始层高为 0.1 毫米(初始层高为 0.1 毫米,后续层高为 0.1 毫米,3D 打印机将膜打印成 3 个层,总厚度为 0.3 毫米,足以形成气密膜)。我的打印机默认初始层高为 0.26 毫米和 0.27 毫米,因此我必须手动将此设置调整为 0.1 毫米才能打印此部件。
研究“Assembly.stl”,Autodesk Fusion 360 的 CAD 输出和照片,仔细记录组装过程中各个组件的位置和位置。
2) 组装阀板。
首先,将 0.7 毫米厚的橡胶电工胶带切割成 76.2 毫米(3 英寸)长条,然后小心地将其放置在“Valve Plate.stl”阀表面上,如图所示。该胶带将成为阀垫圈。
接下来,我使用单斜角安全剃须刀片将多余的胶带从阀表面上切掉。首先,我将阀板如图所示放置,并将胶带靠在切割表面上。接下来,我小心地将刀片的平面靠在我想要修剪掉的阀表面的边缘上,然后将其直接压入切割表面。我推荐这种“断头台”方法,而不是“切片/拖拽”方法,因为它不会在切割过程中将胶带从阀表面上拉下来。完成所有切割后,我小心地取下多余的胶带。如果切割不完整,请再次切割,不要试图“拉”切口,因为胶带会拉伸和/或从阀表面拉开。
阀门垫圈完成后,将阀臂安装到阀板中。注意,每个阀臂的一端都有一个 3 度的向下弯角,长度为 4 毫米。此向下弯角被压入每个阀座,使得阀臂向下倾斜 3 度,如最终阀板组装照片所示。依次将每个臂完全压入其相关的阀座,直到安装完毕。最后,如最终阀板组装照片所示,所有阀臂必须向下倾斜 3 度,并且所有阀臂必须对齐。
当所有阀臂都正确定位和对齐后,在每个阀臂和阀座之间涂抹少量厚氰基丙烯酸酯胶,以将阀臂保持在正确位置。
这是阀板组件。
3) 组装阀箱。
小心地将阀板组件定位并对齐“Valve Body.stl”的槽口。对齐后,旋转阀臂以将阀垫圈从阀体内的阀表面提起,然后将阀板滑入阀体。
在阀板和阀体之间的接头上涂抹填缝剂(硅胶或丙烯酸)。
将填缝剂涂抹在“Endcap .stl”的槽口中,然后将其按压到阀体的左端。
将填缝剂涂抹在“Endcap Balloon.stl”的槽口中,然后将其按压到阀体的右端。
这是阀箱组件。
4) 组装底座。
首先将一个“Arm Cylinder.stl”放入“Base.stl”中最左侧(照片中最右侧)的气缸臂位置,如图所示。 将“Axle Arm Cylinder.stl”滑入如图所示的位置。 测试以确保气缸臂在轴上自由旋转。当底座前后倾斜时,它应该可以轻松地前后摇动。
对其余三个“Arm Cylinder.stl”重复此过程,测试每个臂的移动自由度。
这是底座组件。
5) 将阀箱组件安装到底座组件中。
按照图示将底座倒置,然后将阀箱组件放入底座中的滑道中(将底座倒置可使气缸臂下降,以便在组装过程中为阀臂提供间隙)。
将阀箱完全向前滑入底座,直到四个销钉(每个端盖上两个)完全与底座中的四个孔接合。
将组件正面朝上,并注意阀门和气缸臂的对齐。
6) 组装气缸序列器。
要组装气缸序列器,首先将“Axle Knob.stl”放在“Knob.stl”中。 这是旋钮组件
将旋钮组件按入“Crank Arm.stl”。就位后,确保旋钮可在其轴上自由旋转。这是曲柄组件。
将“Gear Worm 5 Turn.stl”放入“Support Cylinder Left.stl”中。
将“Axle Gear Worm.stl”按入“Gear Worm.stl”的后端。测试以确保蜗轮自由旋转。
将曲柄组件按入“Gear Worm.stl”的前端。测试以确保组件自由旋转。这是支撑左组件。
将“Cylinder Notes Drive.stl”完全按入“Cylinder Notes MHALL.stl”。这是气缸组件。
按照图示将气缸组件滑入支撑左组件。
将“Worm Gear Driven for 5 Turn.stl”按入气缸组件的“Cylinder Notes Drive.stl”上。
将“Support Cylinder Right.stl”滑入气缸组件的剩余端。这是气缸序列器组件。
7) 连接气缸顺序器组件和管道。
将两个气缸支撑塔与底座上的两个孔对齐,然后完全按入到位。每个塔的底部必须与底座的底部齐平。
接下来,将管道按入阀体上的位置,如图所示。将管道按入到位时,抓住管道的下端(空气开口下方的一端),不要按压管道的顶部,否则它可能会在插入过程中断裂(嗯……,我不知道我是怎么想出来的?)。
8) 连接气球和气球适配器。
将打孔气球放在“Adapter Balloon.stl”上,然后将此组件按入“Endcap Balloon.stl”中的插槽中。
要播放,请从端盖上取下气球适配器,并将其用作吹口来给气球充气。用拇指按住气球并向下按到适配器上以保持空气,然后将适配器按入端盖。顺时针转动手柄,音乐响起!在正确的启动速度下,在气球耗尽之前,我可以播放这首歌大约六次。
恭喜,你完成了!
希望你喜欢它!