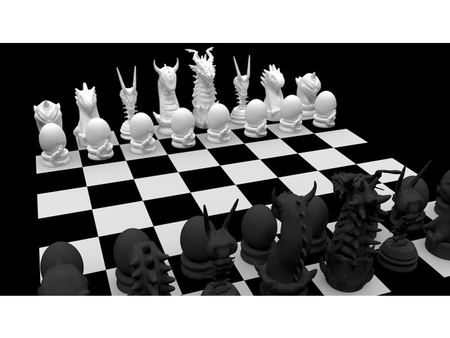
Ensemble d'échecs - jellyfish batthoop 3d pour imprimer


























13101 Vues 1 Goûts 0 Téléchargements Téléchargez ici la pièce à partir de 3dforprint
https://www.thingiverse.com/thing:2853484
)
Veuillez me donner un pourboire si vous êtes heureux de vous avoir fait gagner du temps. :-)
Ces fichiers doivent très bien imprimer sans aucun paramètre fantaisie. Mais ... si vous souhaitez dupliquer mes résultats, veuillez lire les notes des paramètres de l'imprimante ci-dessous.
J'aime leur apparence si vous en pause et changez le filament afin que la partie de la cloche de la gelée soit d'une couleur différente. J'ai juste une seule extrudeuse, donc je dois faire une pause et changer le filament si je veux utiliser une autre couleur.
J'explore délibérément des bavernes, (j'ai fait ce mot, baisant + boucle) et essayant d'exploiter les formes soignées que vous pouvez obtenir.
Veuillez me faire savoir comment vos impressions se déroulent et publier des photos. J'adore voir les expériences et les résultats des autres. Les paramètres de l'imprimante peuvent modifier l'effet, alors amusez-vous avec ce chaos planifié!
FYI - Se sentir plus créatif, puis créer votre propre ensemble unique en utilisant mon code OpenSCAD d'origine pour rendre les méduses personnalisables - baver ici:
https://www.thingiverse.com/thing:243994
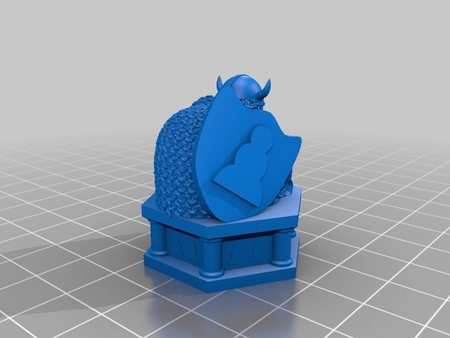
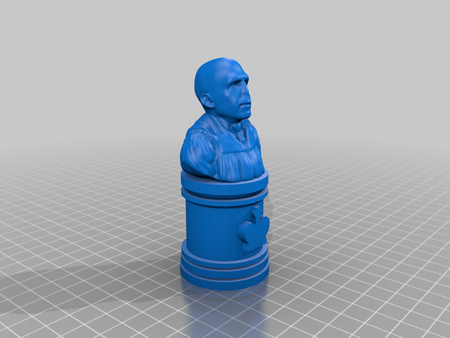
Remarque: Certaines des pièces d'échecs de mon ensemble, comme le roi, ne seront pas possibles de recréer avec le personnalisateur d'origine et ont nécessité un peu plus de bruit de mon côté, c'est pourquoi j'avais envie de partager l'ensemble complet ici.
Ultimaker
Imprimante:
Ultimaker Original
Radeaux:
Peu importe
Supports:
Non
Résolution:
Couche de 0,2 mm
Infiltrage:
Cela d...épend de l'imprimé fichier
Notes:
Toute imprimante et trancheuse devrait bien fonctionner. Ces notes sont facultatives, vous pouvez simplement télécharger et imprimer. Ne soyez pas sacré par tous ces détails, je finis généralement par documenter. __ Remarque importante - Imprimer des bavernes que vous devez imprimer sans support! __ J'utilise Cura pour trancher car il est ouvert, riche en fonctionnalités et me donne beaucoup de contrôle quand je le veux. Vous pouvez utiliser ce que vous êtes à l'aise. Si vous souhaitez dupliquer mes résultats, voici quelques conseils, n'hésitez pas à choisir et à choisir ce sont des recommandations __ et un document sur la façon dont je suis allé à l'impression de ces modèles Drooloop. 1. Hauteur de couche de 0,2 mm. J'aime que les batthes soient assez épaisses pour s'amuser bien, s'admirer sur la hauteur du calque vous donnera des bavernes fragiles et vaporeuses qui pourraient être exactement le look que vous voulez. Expérimentez et partagez vos résultats, c'est amusant. 2. Un mot sur la taille des buse. Ces fichiers ont été conçus pour une taille de buse de 0,4 mm. Si vous avez une buse plus grande et que la trancheuse ignore les batthes, vous devrez peut-être augmenter le modèle ou créer un fichier personnalisé à l'aide du personnalisateur lié dans le résumé ci-dessus. Si vous avez une buse plus petite, la trancheuse pourrait essayer de générer du remplissage sur la battle. 3. Température. J'aime imprimer mes dragas un peu plus chauds si normaux, donc ils tombent bien. 4. Contrôle de la pièce de couleurs partielle! En imprimant les longues batthoops, j'ai éteint le ventilateur à l'aide du plugin "Tweak at Z" dans Cura. Cela m'a juste donné un look plus symétrique. Vous pouvez obtenir un effet très soigné en laissant les fans sur ... le chaos prévu ne connaît aucun échec! J'ai quitté le ventilateur pour les petites bavement sur le pion, et King ... mais les ai allumées de la tour pour une raison quelconque. Vous pouvez également pirater manuellement le GCODE (il est plus facile que cela puisse paraître), j'ai un tutoriel vidéo ici au cas où vous voudriez le faire: http://youtu.be/hymclbth7nw __ (facultatif) Détails sanglants sur mon ajustement à Z Paramètres, y compris la pause pour les modifications des couleurs et le contrôle des ventilateurs, vous pouvez utiliser ces paramètres comme guide avec la trancheuse que vous utilisez. Je partage la hauteur z en mm et le paramètre d'impression que j'ai changé à cette hauteur. On dirait que je n'étais pas super cohérent dans mes méthodes, mais vous aurez l'idée, et je vous encourage à expérimenter et à vous amuser avec le chaos contrôlé qui est de baver. __Pawn__ Paramètres de base: calque = 0,2 mm, mur / coquille = 0,8 mm, épaisseur supérieure / botte = 0,8 mm, remplir = 17%, vitesse = 40 mm / s, temp = 215c ajustements 30,1 mm = Pause Imprimer pour le changement de couleur 30,5 mm = ventilateur de 30,9 mm = ventilateur sur __rook__ Paramètres de base: calque = 0,2 mm, mur / obus = 0,8 mm, épaisseur supérieure / botte = 0,8 mm, remplir = 17%, vitesse = 40 mm / s, temp = 215C ajustement 2,9 mm = ventilateur Off 41,7 mm = pause pour le changement de couleur 43,7 mm = ventilateur sur __Knight__ Paramètres de base: calque = 0,2 mm, mur / coquille = 0,8 mm, épaisseur supérieure / botte = 0,8 mm, infiltration = 17%, vitesse = 40 mm / s, temp = 215C Tweaks 35.9 mm = pause pour le changement de couleur 36,1 mm = ventilateur, temp 220c 36,9 mm = ventilateur, temp 215c __bishop__ Paramètres de base: calque = 0,2 mm, mur / obus = 0,8 mm, épaisseur supérieure / botte = 0,6 mm, remplissage = 0%, vitesse = 40 mm / s, temp = 215c ajustements 41,7 mm = pause pour le changement de couleur 42,1 mm = ventilateur 42,7 mm = ventilateur sur __king__ Paramètres de base: calque = 0,2 mm, mur / obus = 1,2 mm, haut / botte épaisseur = 0,6 mm, remplir = 0%, vitesse = 30 mm / s, temp = 215C Tweaks 58,7 mm = temp 220c 58,9 mm = pause pour le changement de couleur 59,1 mm = venti = 0,2 mm, mur / coquille = 0,8 mm, épaisseur supérieure / botte = 0,8 mm, remplir = 17%, vitesse = 30 mm / s, temp = 215C ajustements 11,1 mm = temp 220 11,9 mm = ventilateur de 14,1 mm = ventilateur sur, Temp 215 17,9 mm = temp 220 18,3 mm = ventilateur de 20,5 mm = ventilateur sur, temp 215 24,5 mm = temp 220 24,9 mm = ventilateur de 27,1 mm = ventilateur, temp 215 30,7 mm = pause pour changement de couleur 30,9 mm = temp 220 31,3 mm = ventilateur de 33,5 mm = ventilateur, temp 215 37,5 mm = temp 220 37,9 mm = ventilateur de 42.1 mm = ventilateur, temp 215 pour trouver plus de conseils d'impression de dragage plus génériques, consultez le post d'origine des fleurs: https: //www.thingiverse.com/thing:240158 et / ou ce guide sur le site Web des Ultimakers: (PS Vous pouvez ignorer l'avertissement de cookie, faites défiler vers le bas): https://ultimaker.com/en/resources/20921-Drooloop- fleurs
Designer
peetersmDescription du modèle 3D
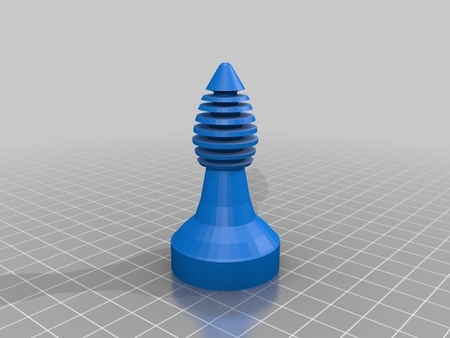
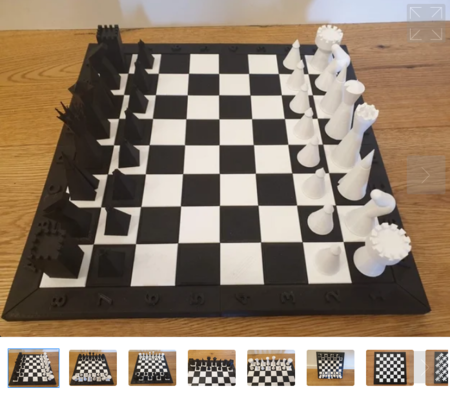
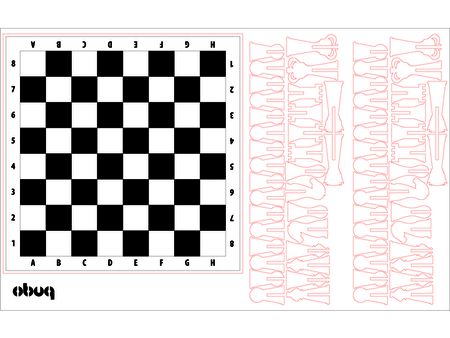
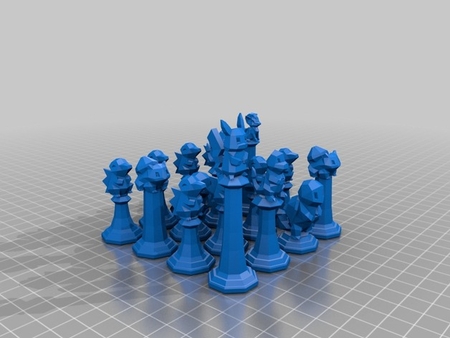
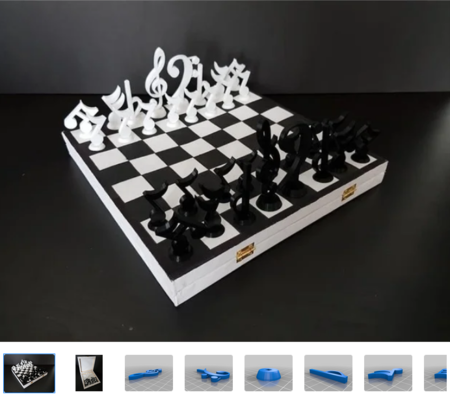
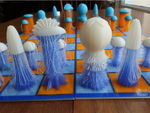
Ensemble d'échecs de méduses! Pour tous ceux qui ont vu mes échecs set et voulaient en imprimer un, je vous ferai gagner du temps en publiant mes f...ichiers STL ici. (Fyi- Si vous aimez la planche d'échecs sur les photos, qui peut être trouvée icihttps://www.thingiverse.com/thing:2853484
)
Veuillez me donner un pourboire si vous êtes heureux de vous avoir fait gagner du temps. :-)
Ces fichiers doivent très bien imprimer sans aucun paramètre fantaisie. Mais ... si vous souhaitez dupliquer mes résultats, veuillez lire les notes des paramètres de l'imprimante ci-dessous.
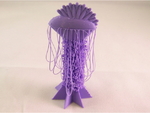
J'aime leur apparence si vous en pause et changez le filament afin que la partie de la cloche de la gelée soit d'une couleur différente. J'ai juste une seule extrudeuse, donc je dois faire une pause et changer le filament si je veux utiliser une autre couleur.
J'explore délibérément des bavernes, (j'ai fait ce mot, baisant + boucle) et essayant d'exploiter les formes soignées que vous pouvez obtenir.
Veuillez me faire savoir comment vos impressions se déroulent et publier des photos. J'adore voir les expériences et les résultats des autres. Les paramètres de l'imprimante peuvent modifier l'effet, alors amusez-vous avec ce chaos planifié!
FYI - Se sentir plus créatif, puis créer votre propre ensemble unique en utilisant mon code OpenSCAD d'origine pour rendre les méduses personnalisables - baver ici:
https://www.thingiverse.com/thing:243994
Remarque: Certaines des pièces d'échecs de mon ensemble, comme le roi, ne seront pas possibles de recréer avec le personnalisateur d'origine et ont nécessité un peu plus de bruit de mon côté, c'est pourquoi j'avais envie de partager l'ensemble complet ici.
Paramètres d'impression du modèle 3D
Marque d'imprimante:Ultimaker
Imprimante:
Ultimaker Original
Radeaux:
Peu importe
Supports:
Non
Résolution:
Couche de 0,2 mm
Infiltrage:
Cela d...épend de l'imprimé fichier
Notes:
Toute imprimante et trancheuse devrait bien fonctionner. Ces notes sont facultatives, vous pouvez simplement télécharger et imprimer. Ne soyez pas sacré par tous ces détails, je finis généralement par documenter. __ Remarque importante - Imprimer des bavernes que vous devez imprimer sans support! __ J'utilise Cura pour trancher car il est ouvert, riche en fonctionnalités et me donne beaucoup de contrôle quand je le veux. Vous pouvez utiliser ce que vous êtes à l'aise. Si vous souhaitez dupliquer mes résultats, voici quelques conseils, n'hésitez pas à choisir et à choisir ce sont des recommandations __ et un document sur la façon dont je suis allé à l'impression de ces modèles Drooloop. 1. Hauteur de couche de 0,2 mm. J'aime que les batthes soient assez épaisses pour s'amuser bien, s'admirer sur la hauteur du calque vous donnera des bavernes fragiles et vaporeuses qui pourraient être exactement le look que vous voulez. Expérimentez et partagez vos résultats, c'est amusant. 2. Un mot sur la taille des buse. Ces fichiers ont été conçus pour une taille de buse de 0,4 mm. Si vous avez une buse plus grande et que la trancheuse ignore les batthes, vous devrez peut-être augmenter le modèle ou créer un fichier personnalisé à l'aide du personnalisateur lié dans le résumé ci-dessus. Si vous avez une buse plus petite, la trancheuse pourrait essayer de générer du remplissage sur la battle. 3. Température. J'aime imprimer mes dragas un peu plus chauds si normaux, donc ils tombent bien. 4. Contrôle de la pièce de couleurs partielle! En imprimant les longues batthoops, j'ai éteint le ventilateur à l'aide du plugin "Tweak at Z" dans Cura. Cela m'a juste donné un look plus symétrique. Vous pouvez obtenir un effet très soigné en laissant les fans sur ... le chaos prévu ne connaît aucun échec! J'ai quitté le ventilateur pour les petites bavement sur le pion, et King ... mais les ai allumées de la tour pour une raison quelconque. Vous pouvez également pirater manuellement le GCODE (il est plus facile que cela puisse paraître), j'ai un tutoriel vidéo ici au cas où vous voudriez le faire: http://youtu.be/hymclbth7nw __ (facultatif) Détails sanglants sur mon ajustement à Z Paramètres, y compris la pause pour les modifications des couleurs et le contrôle des ventilateurs, vous pouvez utiliser ces paramètres comme guide avec la trancheuse que vous utilisez. Je partage la hauteur z en mm et le paramètre d'impression que j'ai changé à cette hauteur. On dirait que je n'étais pas super cohérent dans mes méthodes, mais vous aurez l'idée, et je vous encourage à expérimenter et à vous amuser avec le chaos contrôlé qui est de baver. __Pawn__ Paramètres de base: calque = 0,2 mm, mur / coquille = 0,8 mm, épaisseur supérieure / botte = 0,8 mm, remplir = 17%, vitesse = 40 mm / s, temp = 215c ajustements 30,1 mm = Pause Imprimer pour le changement de couleur 30,5 mm = ventilateur de 30,9 mm = ventilateur sur __rook__ Paramètres de base: calque = 0,2 mm, mur / obus = 0,8 mm, épaisseur supérieure / botte = 0,8 mm, remplir = 17%, vitesse = 40 mm / s, temp = 215C ajustement 2,9 mm = ventilateur Off 41,7 mm = pause pour le changement de couleur 43,7 mm = ventilateur sur __Knight__ Paramètres de base: calque = 0,2 mm, mur / coquille = 0,8 mm, épaisseur supérieure / botte = 0,8 mm, infiltration = 17%, vitesse = 40 mm / s, temp = 215C Tweaks 35.9 mm = pause pour le changement de couleur 36,1 mm = ventilateur, temp 220c 36,9 mm = ventilateur, temp 215c __bishop__ Paramètres de base: calque = 0,2 mm, mur / obus = 0,8 mm, épaisseur supérieure / botte = 0,6 mm, remplissage = 0%, vitesse = 40 mm / s, temp = 215c ajustements 41,7 mm = pause pour le changement de couleur 42,1 mm = ventilateur 42,7 mm = ventilateur sur __king__ Paramètres de base: calque = 0,2 mm, mur / obus = 1,2 mm, haut / botte épaisseur = 0,6 mm, remplir = 0%, vitesse = 30 mm / s, temp = 215C Tweaks 58,7 mm = temp 220c 58,9 mm = pause pour le changement de couleur 59,1 mm = venti = 0,2 mm, mur / coquille = 0,8 mm, épaisseur supérieure / botte = 0,8 mm, remplir = 17%, vitesse = 30 mm / s, temp = 215C ajustements 11,1 mm = temp 220 11,9 mm = ventilateur de 14,1 mm = ventilateur sur, Temp 215 17,9 mm = temp 220 18,3 mm = ventilateur de 20,5 mm = ventilateur sur, temp 215 24,5 mm = temp 220 24,9 mm = ventilateur de 27,1 mm = ventilateur, temp 215 30,7 mm = pause pour changement de couleur 30,9 mm = temp 220 31,3 mm = ventilateur de 33,5 mm = ventilateur, temp 215 37,5 mm = temp 220 37,9 mm = ventilateur de 42.1 mm = ventilateur, temp 215 pour trouver plus de conseils d'impression de dragage plus génériques, consultez le post d'origine des fleurs: https: //www.thingiverse.com/thing:240158 et / ou ce guide sur le site Web des Ultimakers: (PS Vous pouvez ignorer l'avertissement de cookie, faites défiler vers le bas): https://ultimaker.com/en/resources/20921-Drooloop- fleurs