雪人别针步行者 3D打印




























9841 视图 1 喜欢 0 下载 下载
如果下雪了……
我设计、3D 打印和组装了“雪人销钉行走器”,使用...的组件和组装方法与我的“万圣节快乐鬼销钉行走器”类似。雪人销钉行走器是一个雪人主题的销钉行走器,与快乐鬼相比,它相当大。
这个模型的重心(由 Autodesk Fusion 360 确定)相当高,位于从底座向上的第五个雪人“按钮”处,位于模型前后/左右范围的中心。为了保持模型的左右稳定性,我设计了“Base.stl”上脚的宽度、长度和位置,用于在 3.7VDC 下运行的 N20 6VDC 100RPM 电机。转速较低的电机应该可以正常工作,但转速较高的电机和/或以较高电压操作推荐的电机可能会导致左右稳定性问题,或者换句话说,翻倒。
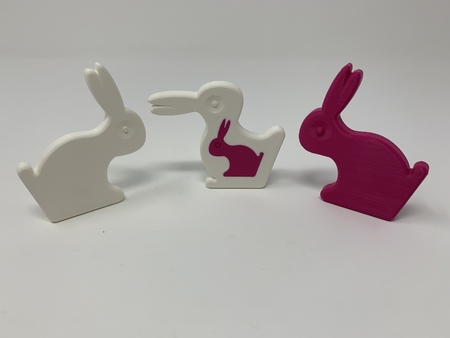
我尝试从我创建的每个设计中学习新东西,因此在这个模型中,在 3D 打印双挤出雪人(我用 Tough PLA 打印了一个,用 PLA 打印了一个)之前,我决定启用 Cura 4.3.0“Prime Tower”和“Ooze Shield”选项,看看这些选项如何改善双挤出打印质量。启用这些选项打印雪人所需的时间约为十二小时,因此它们很容易满足“隔夜”打印的要求,但正如第二天雪人的照片和视频所示,它们从软泥盾中出来时无需进行其他清理,效果非常令人印象深刻!
和往常一样,我可能忘记了一两个文件,或者谁知道还有什么,所以如果您有任何问题,请不要犹豫,因为我确实犯了很多错误。
使用 Autodesk Fusion 360 设计,使用 Cura 4.3.0 切片,在 Ultimaker 2+ Extended 和 Ultimaker S5 上使用 PLA 打印,在 Ultimaker 3+ Extended 上使用 Tough PLA 打印。
最后说明一下,我没有以任何形式获得此模型中使用的设计、设备、购买的组件和/或材料的报酬。
• 一个 3.7vdc 100ma 锂电池 (https://www.adafruit.com/product/1570)。
• 一根 JST PH 2... 针电缆 (https://www.adafruit.com/product/3814)。
• 一个 N20 6VDC 100RPM 齿轮马达。
• 一个微动开关 (Uxcell a12013100ux0116 高旋钮 3P 2 位置 1P2T SPDT 垂直 • 滑动开关,0.5 安培,50V DC,50 件,3 毫米)。
您可能还需要购买合适的电池充电器。
我为该模型 3D 打印了以下组件,层高为 0.15 毫米,填充率为 20%,支撑如下:
• 三个“轴,8 毫米头.stl”。
• 两个“Axle, 10mm Head.stl”。
• 一个带支撑的“Base, Snowman.stl”。
• 两个“Bolt, Snowman.stl”。
• 一个“Cam And Axle.stl”。
• 一个“Cam.stl”。
• 一个“Gear, Crown, Axle.stl”。
• 一个“Gear, Crown, Motor.stl”。
• 一个“Hat.stl”。
• 一个“Mount, Snowman.stl”。
• 两个“Pin.stl”。
• 一个“Seesaw.stl”。
• 一个“Snowman, Single Extruction.stl”或一个“Snowman.3mf”。
如上所述,我打印了双挤出“Snowman.3mf”,并启用了 Cura 4.3.0“Prime Tower”和“Ooze Shield”选项。注意照片中展示的雪人分别在 Ultimaker 3+ Extended 上用 Tough PLA 打印和在 Ultimaker S5 上用 PLA 打印,每张照片的右后方都出现了“主要塔”,而每个雪人周围都有“渗出护罩”。主要塔用于在每层打印之前从喷嘴中去除任何细丝线(主要塔上出现的细丝原本应该在模型上)。渗出护罩可最大限度地减少较小的双挤出特征(如按钮和眼睛)的渗出。启用这两个功能后,模型在 Ultimaker 3+ Extended 上需要额外的 1.49 米(12 克)白色细丝和 1.76 米(13 克)黑色细丝,在 Ultimaker S5 上需要 2.06 米(17 克)白色细丝和 0.98 米(7 克)黑色细丝,这是浪费的材料,但对我来说,浪费的细丝值得改进。从构建板上取下每个雪人后,我用小模型剪刀剪掉防渗液护罩。
这是一个高精度打印和组装模型,有时使用非常小的零件,而且空间非常狭小。组装前,对所有零件进行试装和修整、锉平、打磨等,以确保移动表面平稳移动,非移动表面紧密贴合。根据您的打印机、打印机设置和您选择的颜色,可能需要或多或少地进行修整、锉平和/或打磨。仔细锉平与构建板接触的所有边缘,以确保所有构建板“渗液”都被去除,并且所有边缘都光滑。我使用小珠宝锉刀和足够的耐心来完成这一步。
该模型还使用螺纹组装,因此我使用丝锥和板牙套装(6mm x 1)进行螺纹清洁。
我使用轻质机油润滑齿轮和轴。
连接雪人电机、开关和 JST 连接器。
为了连接雪人电机、开关和 JST 连接器,我执行了以下步骤:
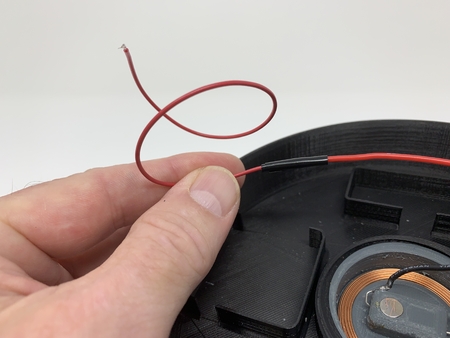
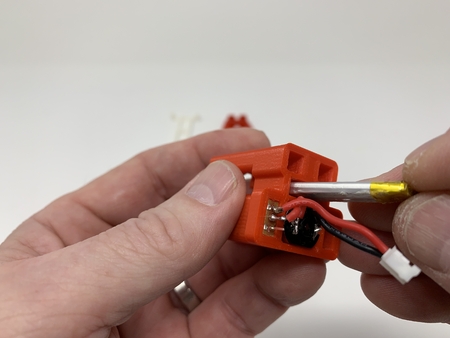
• 将 JST 连接器上的电线剪至 40 毫米长,然后剥去两端的电线并镀锡。
• 将 JST 连接器上的黑线焊接到电机“-”端子。
• 将 JST 连接器上的红线焊接到外部开关端子之一。
• 将中心开关端子焊接到电机“+”端子。
接线后,我将 JST 连接器连接到电池并操作开关以打开和关闭电机。
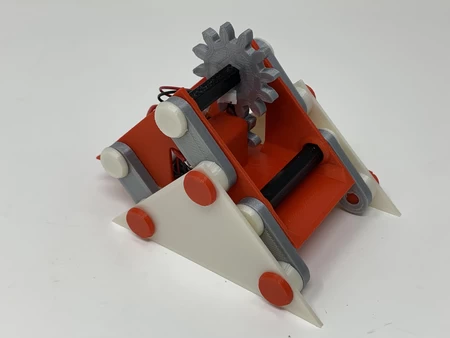
组装底座。
为了组装底座,我执行了以下步骤:
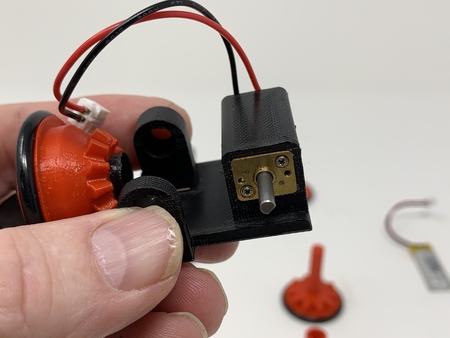
• 将齿轮电机组件压入“Base.stl”,使电机轴高于电机齿轮板 3 毫米。
• 将“Gear, Crown, Motor.stl”压到电机轴上。
• 将“Mount, Snowman.stl”从底座组件顶部向下滑动到下部螺纹孔上,并用两个“Axle, 8mm.stl”固定到位。
• 将“Gear, Crown, Axle.stl”放置在底座组件小孔的中心。
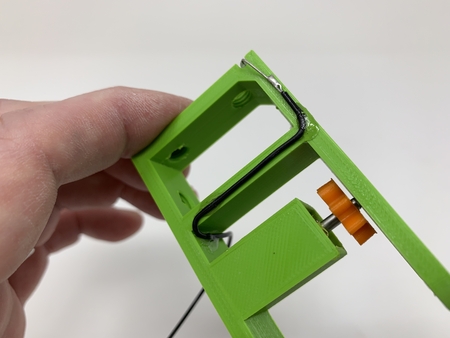
• 将“Cam And Axle.stl”滑过底座组件上较大的上孔,穿过轴冠齿轮,然后从底座组件较小的孔中拉出。
• 将“Cam.stl”按压到凸轮和轴上,与凸轮和轴凸轮相差 180 度。
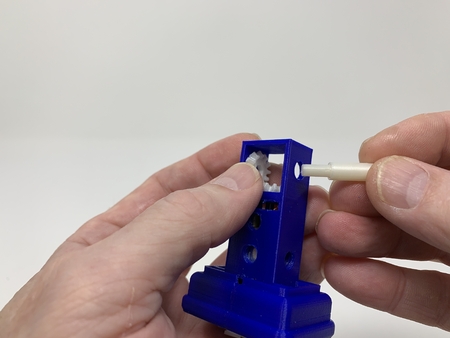
• 将一个“Pin.stl”放入底座组件的销槽中,将销环滑过凸轮,然后用一个“Axle, 10mm Head.stl”将销固定到位。
• 将剩余的“Pin.stl”放入底座组件中剩余的销槽中,将销环滑到凸轮上,然后用剩余的“Axle, 10mm Head.stl”将销固定到位。
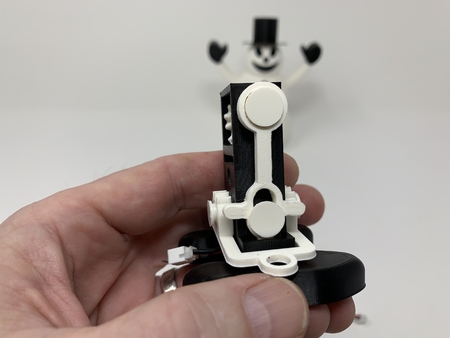
• 手动旋转电机齿轮,直到跷跷板驱动销处于水平状态。
• 将“Seesaw.stl”放置在底座组件的前面,位于上部螺纹孔上方,并用剩余的“Axle, 8mm Head.stl”固定到位。
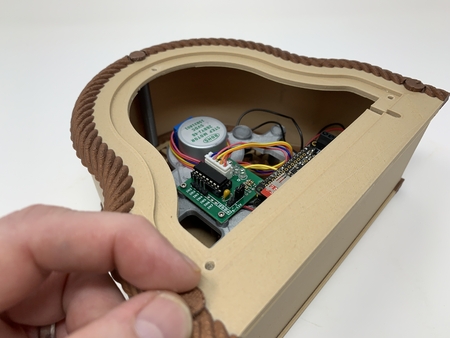
• 用双面胶带将电池固定在底座组件的后部。
此时,我将电机连接到电源以测试组件。我润滑并操作组件,并注意到功耗为 12 至 18ma。测试完成后,我移除电源,然后使用 JST 连接器将电池连接到电机。
最终组装。
对于最终组装,我执行了以下步骤:
• 使用一小点氰基丙烯酸酯胶或一小条双面胶带将开关固定到脚内侧。
• 从底座组件顶部向下滑动“Snowman.3mf”(或“Snowman.stl”),直到它接触到车身支架,将雪人支架孔与车身支架孔对齐,然后使用两个“Bolt, Snowman.stl”将雪人固定到车身支架上。
• 仔细检查接线是否不会干扰移动部件。
• 使用小点厚氰基丙烯酸酯胶将“Hat.stl”连接到组件上。
这就是我打印和组装雪人 Pin Walker 的方法。
希望你喜欢它!
设计师
Greg Zumwalt3D 模型描述
另一个销钉行走设计,这个是雪人主题的。如果下雪了……
我设计、3D 打印和组装了“雪人销钉行走器”,使用...的组件和组装方法与我的“万圣节快乐鬼销钉行走器”类似。雪人销钉行走器是一个雪人主题的销钉行走器,与快乐鬼相比,它相当大。
这个模型的重心(由 Autodesk Fusion 360 确定)相当高,位于从底座向上的第五个雪人“按钮”处,位于模型前后/左右范围的中心。为了保持模型的左右稳定性,我设计了“Base.stl”上脚的宽度、长度和位置,用于在 3.7VDC 下运行的 N20 6VDC 100RPM 电机。转速较低的电机应该可以正常工作,但转速较高的电机和/或以较高电压操作推荐的电机可能会导致左右稳定性问题,或者换句话说,翻倒。
我尝试从我创建的每个设计中学习新东西,因此在这个模型中,在 3D 打印双挤出雪人(我用 Tough PLA 打印了一个,用 PLA 打印了一个)之前,我决定启用 Cura 4.3.0“Prime Tower”和“Ooze Shield”选项,看看这些选项如何改善双挤出打印质量。启用这些选项打印雪人所需的时间约为十二小时,因此它们很容易满足“隔夜”打印的要求,但正如第二天雪人的照片和视频所示,它们从软泥盾中出来时无需进行其他清理,效果非常令人印象深刻!
和往常一样,我可能忘记了一两个文件,或者谁知道还有什么,所以如果您有任何问题,请不要犹豫,因为我确实犯了很多错误。
使用 Autodesk Fusion 360 设计,使用 Cura 4.3.0 切片,在 Ultimaker 2+ Extended 和 Ultimaker S5 上使用 PLA 打印,在 Ultimaker 3+ Extended 上使用 Tough PLA 打印。
最后说明一下,我没有以任何形式获得此模型中使用的设计、设备、购买的组件和/或材料的报酬。
3D模型打印参数
我为该模型购买了以下非 3D 打印组件:• 一个 3.7vdc 100ma 锂电池 (https://www.adafruit.com/product/1570)。
• 一根 JST PH 2... 针电缆 (https://www.adafruit.com/product/3814)。
• 一个 N20 6VDC 100RPM 齿轮马达。
• 一个微动开关 (Uxcell a12013100ux0116 高旋钮 3P 2 位置 1P2T SPDT 垂直 • 滑动开关,0.5 安培,50V DC,50 件,3 毫米)。
您可能还需要购买合适的电池充电器。
我为该模型 3D 打印了以下组件,层高为 0.15 毫米,填充率为 20%,支撑如下:
• 三个“轴,8 毫米头.stl”。
• 两个“Axle, 10mm Head.stl”。
• 一个带支撑的“Base, Snowman.stl”。
• 两个“Bolt, Snowman.stl”。
• 一个“Cam And Axle.stl”。
• 一个“Cam.stl”。
• 一个“Gear, Crown, Axle.stl”。
• 一个“Gear, Crown, Motor.stl”。
• 一个“Hat.stl”。
• 一个“Mount, Snowman.stl”。
• 两个“Pin.stl”。
• 一个“Seesaw.stl”。
• 一个“Snowman, Single Extruction.stl”或一个“Snowman.3mf”。
如上所述,我打印了双挤出“Snowman.3mf”,并启用了 Cura 4.3.0“Prime Tower”和“Ooze Shield”选项。注意照片中展示的雪人分别在 Ultimaker 3+ Extended 上用 Tough PLA 打印和在 Ultimaker S5 上用 PLA 打印,每张照片的右后方都出现了“主要塔”,而每个雪人周围都有“渗出护罩”。主要塔用于在每层打印之前从喷嘴中去除任何细丝线(主要塔上出现的细丝原本应该在模型上)。渗出护罩可最大限度地减少较小的双挤出特征(如按钮和眼睛)的渗出。启用这两个功能后,模型在 Ultimaker 3+ Extended 上需要额外的 1.49 米(12 克)白色细丝和 1.76 米(13 克)黑色细丝,在 Ultimaker S5 上需要 2.06 米(17 克)白色细丝和 0.98 米(7 克)黑色细丝,这是浪费的材料,但对我来说,浪费的细丝值得改进。从构建板上取下每个雪人后,我用小模型剪刀剪掉防渗液护罩。
这是一个高精度打印和组装模型,有时使用非常小的零件,而且空间非常狭小。组装前,对所有零件进行试装和修整、锉平、打磨等,以确保移动表面平稳移动,非移动表面紧密贴合。根据您的打印机、打印机设置和您选择的颜色,可能需要或多或少地进行修整、锉平和/或打磨。仔细锉平与构建板接触的所有边缘,以确保所有构建板“渗液”都被去除,并且所有边缘都光滑。我使用小珠宝锉刀和足够的耐心来完成这一步。
该模型还使用螺纹组装,因此我使用丝锥和板牙套装(6mm x 1)进行螺纹清洁。
我使用轻质机油润滑齿轮和轴。
连接雪人电机、开关和 JST 连接器。
为了连接雪人电机、开关和 JST 连接器,我执行了以下步骤:
• 将 JST 连接器上的电线剪至 40 毫米长,然后剥去两端的电线并镀锡。
• 将 JST 连接器上的黑线焊接到电机“-”端子。
• 将 JST 连接器上的红线焊接到外部开关端子之一。
• 将中心开关端子焊接到电机“+”端子。
接线后,我将 JST 连接器连接到电池并操作开关以打开和关闭电机。
组装底座。
为了组装底座,我执行了以下步骤:
• 将齿轮电机组件压入“Base.stl”,使电机轴高于电机齿轮板 3 毫米。
• 将“Gear, Crown, Motor.stl”压到电机轴上。
• 将“Mount, Snowman.stl”从底座组件顶部向下滑动到下部螺纹孔上,并用两个“Axle, 8mm.stl”固定到位。
• 将“Gear, Crown, Axle.stl”放置在底座组件小孔的中心。
• 将“Cam And Axle.stl”滑过底座组件上较大的上孔,穿过轴冠齿轮,然后从底座组件较小的孔中拉出。
• 将“Cam.stl”按压到凸轮和轴上,与凸轮和轴凸轮相差 180 度。
• 将一个“Pin.stl”放入底座组件的销槽中,将销环滑过凸轮,然后用一个“Axle, 10mm Head.stl”将销固定到位。
• 将剩余的“Pin.stl”放入底座组件中剩余的销槽中,将销环滑到凸轮上,然后用剩余的“Axle, 10mm Head.stl”将销固定到位。
• 手动旋转电机齿轮,直到跷跷板驱动销处于水平状态。
• 将“Seesaw.stl”放置在底座组件的前面,位于上部螺纹孔上方,并用剩余的“Axle, 8mm Head.stl”固定到位。
• 用双面胶带将电池固定在底座组件的后部。
此时,我将电机连接到电源以测试组件。我润滑并操作组件,并注意到功耗为 12 至 18ma。测试完成后,我移除电源,然后使用 JST 连接器将电池连接到电机。
最终组装。
对于最终组装,我执行了以下步骤:
• 使用一小点氰基丙烯酸酯胶或一小条双面胶带将开关固定到脚内侧。
• 从底座组件顶部向下滑动“Snowman.3mf”(或“Snowman.stl”),直到它接触到车身支架,将雪人支架孔与车身支架孔对齐,然后使用两个“Bolt, Snowman.stl”将雪人固定到车身支架上。
• 仔细检查接线是否不会干扰移动部件。
• 使用小点厚氰基丙烯酸酯胶将“Hat.stl”连接到组件上。
这就是我打印和组装雪人 Pin Walker 的方法。
希望你喜欢它!