Ultimaker xy axe carré 3d pour imprimer

10302 Vues 1 Goûts 0 Téléchargements Téléchargez ici la pièce à partir de 3dforprint
La clé de ceux qui sont efficaces, c'est qu'ils soient de longueur d'identité. Je préfère imprimer un à la fois, dos à dos, avec des paramètres identiques pour la température, le débit, le ventilateur, la vitesse, etc. vers le bas. Je pense que les couches de 0,2 mm fonctionnent bien et que 30% remplissaient pour moi. Imprimez avec un filament qui extrude bien dans votre machine et allez assez lentement pour la précision.
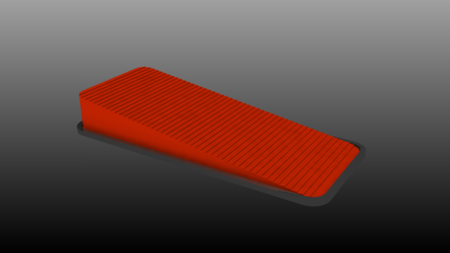
J'ai ajouté un petit appartement dans l'extrémité "V" pour permettre à la mesure de la longueur du bras avec des étriers. Je prends également généralement une lame utilitaire à chaque grattement final (pas de coupe) légèrement à travers les surfaces de contact pour abattre les couches aberrantes et les apporter plus en ligne. Vous voulez que des couches très reproductives, même pour cette partie, soient utiles. Mes bras mesurent à moins de 0,02 mm les uns des autres, en longueur.
Vous pouvez vous faciliter les choses, si avec ces bras en place, vous desserrez votre tension de la ceinture et alignez les vis de réglage sur les poulies de l'axe sur lesquelles vous travaillez, afin qu'ils soient facilement accessibles.
Empirez-les de chaque côté d'un arbre de 6 mm, aux extrémités, près des blocs XY.
Alignez les autres extrémités avec l'arbre de 8 mm. Tirez à chaque extrémité de l'arbre de 6 mm jusqu'à ce que les bras d'alignement entrent en contact avec l'arbre de 8 mm et au centre contre lui.
Ensuite, utilisez le stepper associé (à la main) pour reculer la tige, puis établissez à nouveau le contact léger.
Tout en tenant un couple léger sur ce stepper (ou la tige qu'il entraîne), bougez chaque bras de haut en bas. Idéalement, les deux devraient être serrés. Si l'on tremble, c'est celui qui a besoin de réglage.
Desserrez les deux poulies qui se connectent à la courroie contenant ce bloc XY particulier.
Tout en tirant ce bloc XY vers le bras d'étalonnage (le chargeant contre l'arbre de 8 mm), serrez les poulies.
Répétez le premier test et ajuster jusqu'à ce que les deux bras soient bien ajustés.
Designer
CCS86Description du modèle 3D
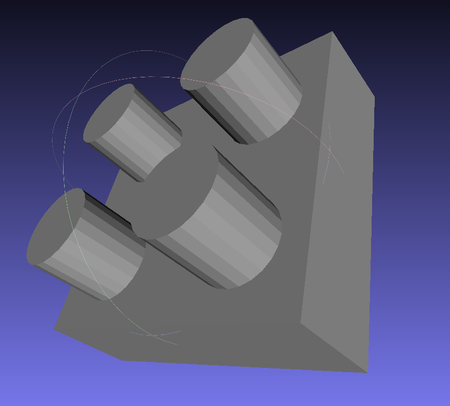
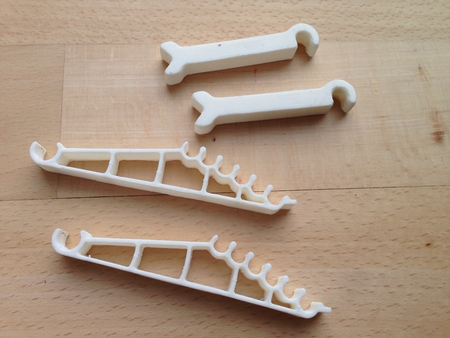
Ces petits bras sont d'une grande aide pour carré vos arbres de 6 mm (qui soutiennent la tête d'impression) sur les arbres périmètre de 8 mm. Cela... aide à réduire les frictions et à assurer la précision du mouvement.La clé de ceux qui sont efficaces, c'est qu'ils soient de longueur d'identité. Je préfère imprimer un à la fois, dos à dos, avec des paramètres identiques pour la température, le débit, le ventilateur, la vitesse, etc. vers le bas. Je pense que les couches de 0,2 mm fonctionnent bien et que 30% remplissaient pour moi. Imprimez avec un filament qui extrude bien dans votre machine et allez assez lentement pour la précision.
J'ai ajouté un petit appartement dans l'extrémité "V" pour permettre à la mesure de la longueur du bras avec des étriers. Je prends également généralement une lame utilitaire à chaque grattement final (pas de coupe) légèrement à travers les surfaces de contact pour abattre les couches aberrantes et les apporter plus en ligne. Vous voulez que des couches très reproductives, même pour cette partie, soient utiles. Mes bras mesurent à moins de 0,02 mm les uns des autres, en longueur.
Vous pouvez vous faciliter les choses, si avec ces bras en place, vous desserrez votre tension de la ceinture et alignez les vis de réglage sur les poulies de l'axe sur lesquelles vous travaillez, afin qu'ils soient facilement accessibles.
Empirez-les de chaque côté d'un arbre de 6 mm, aux extrémités, près des blocs XY.
Alignez les autres extrémités avec l'arbre de 8 mm. Tirez à chaque extrémité de l'arbre de 6 mm jusqu'à ce que les bras d'alignement entrent en contact avec l'arbre de 8 mm et au centre contre lui.
Ensuite, utilisez le stepper associé (à la main) pour reculer la tige, puis établissez à nouveau le contact léger.
Tout en tenant un couple léger sur ce stepper (ou la tige qu'il entraîne), bougez chaque bras de haut en bas. Idéalement, les deux devraient être serrés. Si l'on tremble, c'est celui qui a besoin de réglage.
Desserrez les deux poulies qui se connectent à la courroie contenant ce bloc XY particulier.
Tout en tirant ce bloc XY vers le bras d'étalonnage (le chargeant contre l'arbre de 8 mm), serrez les poulies.
Répétez le premier test et ajuster jusqu'à ce que les deux bras soient bien ajustés.